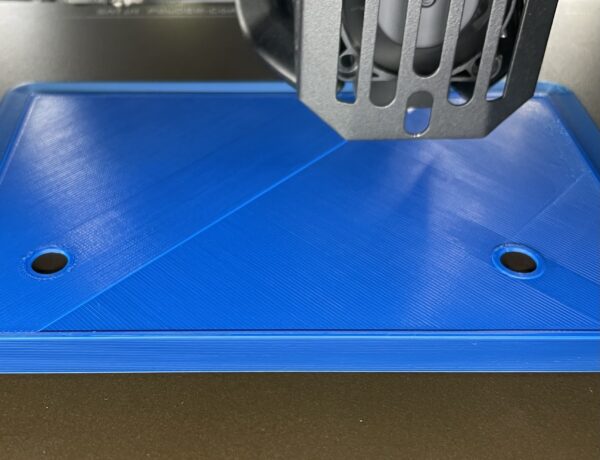
3D-Druck haftet nicht am Bett? Vermutlich das verbreitetste Problem. Es ist essenziell, dass die erste Schicht deines Drucks fest mit der Bauplattform des Druckers verbunden ist, damit der Rest deines Teils auf dieser Grundlage aufgebaut werden kann. Wenn die erste Schicht nicht an der Bauplattform haftet, wird das später zu Problemen führen. Es gibt viele verschiedene Möglichkeiten, mit diesen Problemen umzugehen. Im Folgenden gehen wir auf einige typische Ursachen ein und erklären, wie man sie beheben kann.
Bekannte Probleme und Ihr Lösungen

Druckbett ist nicht richtig gelevelt und 3D-Druck haftet nicht
Viele Drucker haben ein verstellbares Bett mit mehreren Schrauben oder Knöpfen, mit denen die Position des Bettes eingestellt werden kann. Wenn dein Drucker über ein verstellbares Bett verfügt und du Probleme damit hast, dass deine erste Schicht auf dem Bett haftet, solltest du als Erstes überprüfen, ob das Bett deines Druckers flach und eben ist.
Wenn das Bett nicht eben ist, kann es sein, dass eine Seite des Bettes zu nah an der Düse liegt und die andere Seite zu weit entfernt ist. Um eine perfekte erste Schicht zu erhalten, ist ein ebenes Druckbett erforderlich. Die meisten Drucker enthalten bereits einen nützlichen Assistenten zum Nivellieren des Druckbetts, der dich durch den Nivellierungsprozess führt.
Nozzle ist zu weit weg vom Bett (Z-Offset)
Wenn dein Bett richtig nivelliert ist, musst du noch sicherstellen, dass die Düse in der richtigen Höhe im Verhältnis zur Bauplattform startet. Dein Ziel ist es, den Extruder im perfekten Abstand von der Bauplatte zu positionieren – nicht zu weit und nicht zu nah. Damit das Filament gut an der Bauplatte haftet, sollte es leicht gegen die Bauplatte gepresst werden.
Mit dem Z-Offset für die Z-Achse kannst du die Position deiner Düse sehr fein einstellen. Wenn du deinen Offset zum Beispiel um -0,05 bei der Z-Achse verringerst, beginnt die Düse 0,05 mm näher an der Bauplattform zu drucken.
Achte darauf, dass du diese Einstellung nur geringfügig änderst. Jede Schicht deines Teils ist in der Regel nur etwa 0,2 mm dick, daher kann eine kleine Anpassung viel bewirken!
Die erste Schicht wird zu schnell gedruckt (First-Layer)
Wenn du die erste Schicht Kunststoff auf die Bauplattform extrudierst, musst du sicherstellen, dass sich der Kunststoff gut mit der Oberfläche verbinden kann, bevor du mit der nächsten Schicht beginnst. Wenn du die erste Schicht zu schnell druckst, hat der Kunststoff möglicherweise keine Zeit, sich mit der Bauplattform zu verbinden.
Angesichts dessen ist es in der Regel sehr sinnvoll, die erste Schicht mit einer niedrigeren Geschwindigkeit zu drucken, damit der Kunststoff Zeit hat, sich mit dem Bett zu verbinden. Diese Einstellung kannst du in deinem Slicer anpassen. Normal wird die Geschwindigkeit der ersten Schicht separat ausgewiesen.
Wenn du zum Beispiel eine Geschwindigkeit von 50 % für die erste Schicht einstellst, bedeutet das, dass die erste Schicht 50 % langsamer gedruckt wird als der Rest deines Teils. Wenn du das Gefühl hast, dass dein Drucker auf der ersten Ebene zu schnell druckt, kannst du diese Einstellung verringern.
Temperatur und Kühlung
Kunststoff neigt dazu zu schrumpfen, wenn er von einer warmen auf eine kühle Temperatur abkühlt. Stell dir als Beispiel ein 100 mm breites Teil vor, das mit ABS-Kunststoff gedruckt wird. Wenn der Extruder diesen Kunststoff bei 230 Grad Celsius druckt, er aber auf eine kalte Bauplattform aufgebracht wird, kühlt der Kunststoff wahrscheinlich schnell ab, nachdem er die heiße Düse verlassen hat.
Einige Drucker haben auch Kühlgebläse, die diesen Abkühlungsprozess beschleunigen, wenn sie benutzt werden. Wenn dieses ABS-Teil auf eine Raumtemperatur von 30 °C abkühlt, würde das 100 mm breite Teil um fast 1,5 mm schrumpfen! Leider wird die Bauplattform deines Druckers nicht so stark schrumpfen, da sie in der Regel bei einer ziemlich konstanten Temperatur gehalten wird. Demzufolge wird sich der Kunststoff beim Abkühlen von der Bauplattform lösen. Das ist ein wichtiger Punkt, den du beim Drucken deiner ersten Schicht beachten solltest.
Wenn du feststellst, dass die Schicht zunächst zu haften scheint, sich aber später beim Abkühlen vom Druckbett löst, kann es sein, dass deine Temperatur- und Kühleinstellungen daran schuld sind. Viele Drucker, die für den Druck von Hochtemperaturmaterialien wie ABS vorgesehen sind, verfügen über ein beheiztes Druckbett, um diese Probleme zu lösen. Wenn das Bett so beheizt ist, dass es während des gesamten Druckvorgangs eine Temperatur von 110 °C aufrechterhält, wird die erste Schicht warm gehalten, damit sie nicht schrumpft.
Wenn dein Drucker also über ein beheiztes Bett verfügt, kannst du versuchen, das Bett zu beheizen, damit die erste Schicht nicht abkühlt. Generell kann gesagt werden, dass PLA am besten auf einem Bett haftet, das auf 60–70 °C erwärmt ist, während ABS im Allgemeinen besser funktioniert, wenn das Bett auf 100–120 °C erwärmt ist.
Du kannst diese Einstellungen in deinem Slicer anpassen, du kannst den Wert einfach ändern. Wenn dein Drucker über ein Kühlgebläse verfügt, kannst du auch versuchen, das Gebläse für die ersten Schichten zu deaktivieren, damit die ersten Schichten nicht zu schnell abkühlen. Auch dies lässt sich im Vorfeld festlegen. Du möchtest z.B., dass die erste Schicht mit deaktiviertem Gebläse beginnt und das Gebläse bei Erreichen der fünften Schicht auf volle Leistung gestellt wird.
In diesem Fall musst du zwei Sollwerte in die Liste aufnehmen: Schicht 1 bei 0% Gebläsedrehzahl und Schicht 5 bei 100% Gebläsedrehzahl. Wenn du ABS-Kunststoff verwendest, ist es üblich, das Gebläse für den gesamten Druck zu deaktivieren, sodass die Eingabe eines einzigen Sollwerts ausreicht (Schicht 1 mit 0 % Gebläsedrehzahl).
Wenn du in einer windigen Umgebung arbeitest, kannst du auch versuchen, deinen Drucker zu isolieren, um den Wind von deinem Teil fernzuhalten.
Hilfsmittel verwenden
Verschiedene Kunststoffe neigen dazu, besser auf verschiedenen Materialien zu haften. Deswegen verwenden viele Drucker ein spezielles Baublattformmaterial, das für ihre Materialien optimiert ist.
Einige Drucker verwenden z. B. eine BuildTak-Platte auf der Oberseite ihres Bettes, die hervorragend auf PLA haftet. Andere Hersteller entscheiden sich für ein wärmebehandeltes Glasbett, wie z. B. Borosilikatglas, das bei Erwärmung hervorragend für ABS geeignet ist.
Wenn du direkt auf diese Oberflächen druckst, solltest du dich immer vergewissern, dass deine Bauplattform frei von Staub, Fett oder Öl ist, bevor du mit dem Druck beginnst. Die Reinigung deines Druckbetts mit etwas Wasser oder Isopropylalkohol kann einen großen Unterschied machen.
Wenn dein Drucker kein spezielles Material für die Bauplattform enthält, das dir bei der Haftung hilft, hast du noch andere Möglichkeiten! Zum Glück gibt es verschiedene Arten von Klebeband, die gut auf gängigen 3D-Druckmaterialien haften. Die Klebestreifen können auf die Oberfläche der Bauplattform geklebt und leicht entfernt oder ersetzt werden, wenn du mit einem anderen Material drucken möchtest. PLA klebt etwa gut auf blauem Malerband, während ABS besser auf Kapton-Band (auch bekannt als Polyimid-Folie) haftet.
Viele Benutzer/innen haben auch gute Erfahrungen mit einem temporären Kleber oder Spray auf der Oberseite ihrer Bauplattform gemacht. Haarspray, Klebestifte und andere klebrige Substanzen funktionieren oft hervorragend, wenn alles andere versagt hat. Experimentiere ruhig, um herauszufinden, was für dich am besten funktioniert!

- 3DLAC ist ein Sprühkleber für die Bauplatte. Der Sprühkleber wurde von einem spanischen Labor speziell für 3D-Drucker mit FDM-Verfahren entwickelt
- 3DLAC ist ohne Parfum, Hochtemperaturbeständig und beinhaltet ein verstärktes Fixiermittel um die Bauteile besser an die Bauplatte zu haften
- Mit diesem einzigartigen Haftspray fixieren Sie die Haftung Ihrer 3D-Drucke Objekte auf dem beheizten Druckbett während des Druckprozesses
- Verwenden Sie eine glatte Oberfläche, z.B. ein Spiegel oder Glas dann sprühen Sie 3DLAC vor dem Druck 3DLac darauf. Sie können sich darauf verlassen, dass sich Ihr Objekt nicht vom Druckbett löst. 3DLAC ist ideal für alle FDM-3D-Drucker die mit einer glatten und beheizten Druckplatte arbeiten
- Das ist die Lösung, um das Ablösen, Verformen und Verziehen von 3D-Druckteilen während des Druckprozesses zu stoppen. Sie erhalten eine Sprühdose mit 400ml Inhalt
Eine häufig Empfehlung ist der 3D-LAC.
Und zum Schluss gibt es immer noch: Brimm und Skirt
Manchmal druckst du ein winziges Teil, das einfach nicht genug Oberfläche hat, um auf der Bauplattform zu haften. Die Slicer bieteten mehrere Optionen, mit denen du die Oberfläche vergrößern kannst, um eine größere Fläche zu erhalten, die auf dem Druckbett haftet.
Eine dieser Optionen ist der sogenannte „Brimm“. Die Krempe fügt zusätzliche Ringe um die Außenseite deines Teils hinzu, ähnlich wie die Krempe eines Hutes den Umfang des Hutes vergrößert.
Ebenfalls ist es möglich für den Nutzer auch, ein Skirt unter ihrem Teil hinzuzufügen, das ebenfalls verwendet werden kann, um eine größere Fläche für die Bettanhaftung zu schaffen.
*Bemerkung: Alle Links sind Affiliate-Links. Ich verdiene etwas an qualifizierten Einkäufen, wenn du dich entscheidest, über diese Links einen Kauf zu tätigen – ohne zusätzliche Kosten für dich! Vielen Dank für deine Unterstützung.